Case Study 1
Lower Down Time
An Automotive OEM has an initiative to lower down time within their high pressure aluminum die cast department. Down time causes a loss of production and profits, so they document the cause for down time on approximately 20 die cast machines during production. A report is generated monthly, which can be seen on Figure 10 below. As the report shows, a consistent leading cause of down time can be observed as “383 B/O”. This is the OEM’s terminology for “breakouts”, which is also referred to as “heat check”.
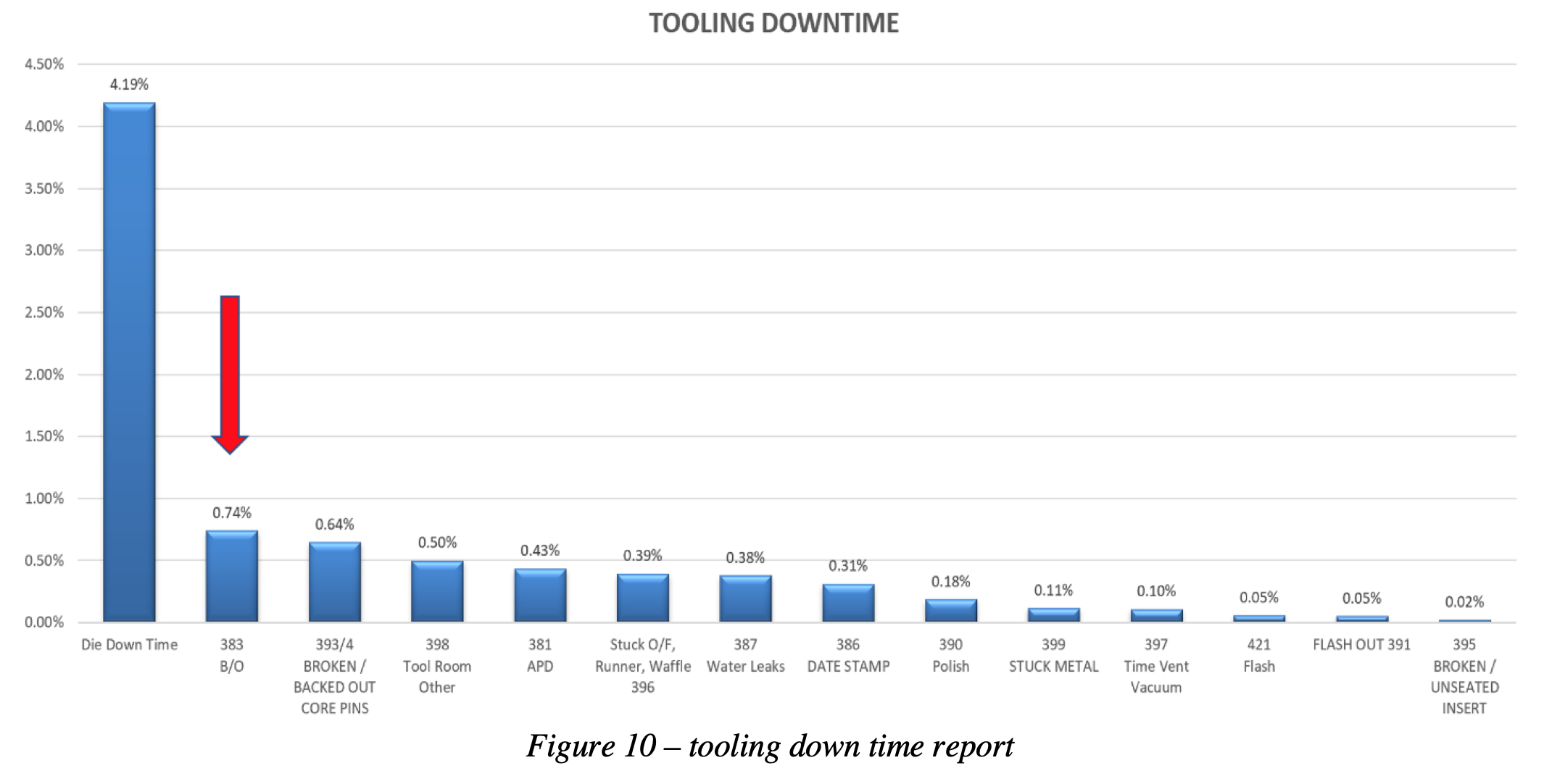
It is clear to eliminate significant down time, they must drop their “383 B/O” which is breakouts or heat check. After considering many options, the Automotive OEM decided to explore tool coatings on their dies as a way to stop heat check. After an investigation into numerous die coating options, they selected the Solvenite Treatment from Prolong Surface Technologies.
The test parameters were setup to evaluate 4 dies, all with the same tool steel and heat treat. A long running job was selected that casts Aluminum 380, with shot weight of roughly 45 lbs. For the test, Prolong treated dies “C4” and “C6” and dies “D11” and “D12” were untreated. Each month in production, the results were shared, as seen on Figure 11.
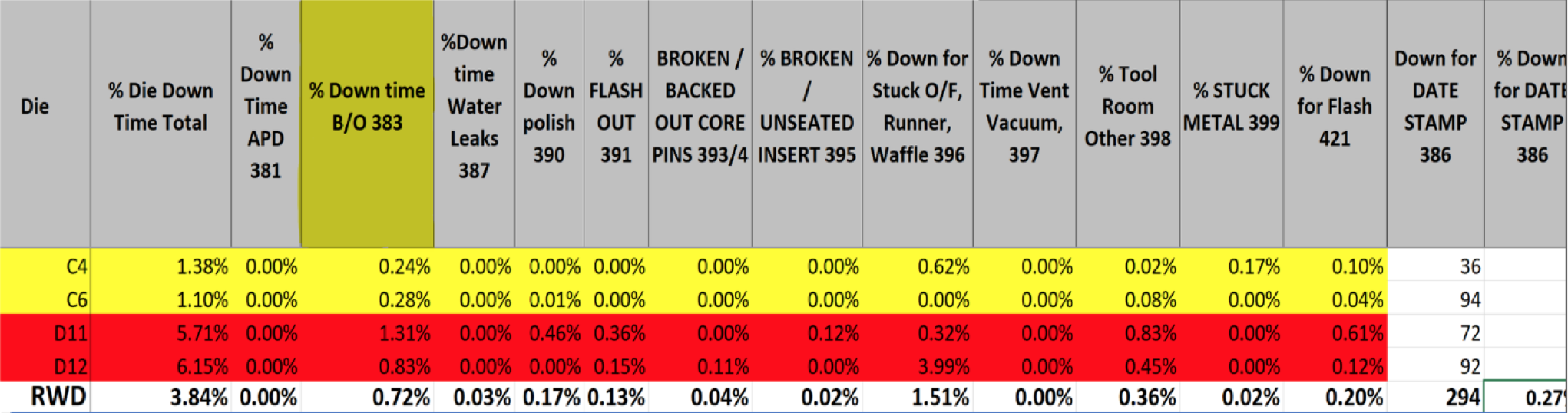
Figure 11
Result:
75% less down time in solvenite treated dies.
Significantly less heat check, decreased need to polish, decreased flash, and lowered the need for tool room repairs.
Case Study 2
CRITICAL SEAL GROOVE ON HIGH VOLUME CASTING
A prominent Midwest Die Caster had a problem with a critical seal groove on a high volume casting. It was absolutely critical to maintain finish (Rz tolerancing: max 20Rz / 3.1Ra) and tolerance on this seal groove die. Maintenance was needed at13,000 shots, which included weld repairs and a significant amount of polishing. Even with the maintenance and repairs, the total life of the die was only 30,000 shots.

Figure 12 - Seal Groove Die
High Volume Casting With Critical Seal Groove
Maintain finish rz tolerancing: max 20Rz / 3.1Ra
Maintenance Needed @ 13,000 Shots (weld and polish)
Total Tool Life: 30,000 Shots
First, the Die Caster tried different die materials, moving from H13 (46-48rc) to Dievar (50-52rc). Improvements were noted with Dievar, as small cracks in the H13 appeared at 3,500 shots and small cracks in the Dievar appeared at 6,500 shots. Die can be seen on Figure 12.
Next, the Die Caster decided to evaluate Die Coatings and determined MaXXshot coating from Prolong Surface Technologies was the right choice. MaXXshot was selected as the surface finish needed to be protected, and seal groove was pitting, especially on the gate side. MaXXshot is a duplex coating (Solvenite diffusion as the base, PVD coating of Tungsten, Chromium and Titanium on the top) engineered for the gate area where washout and erosion can occur.
The MaXXshot coating was evaluated closely, and the following R.O.I. report was generated. The numbers below take into account shot life off the previous 3 covers (cavs 3 and 4) as well as seal groove repair costs. This R.O.I. data does not include numbers on polishing, but with MaXXshot it was reduced when the tooling reached end of life. This is known as the pitting typically observed on the face of the seal groove on the gate side was far less than normal. This allowed the Die Caster to hold Rz requirement much longer.
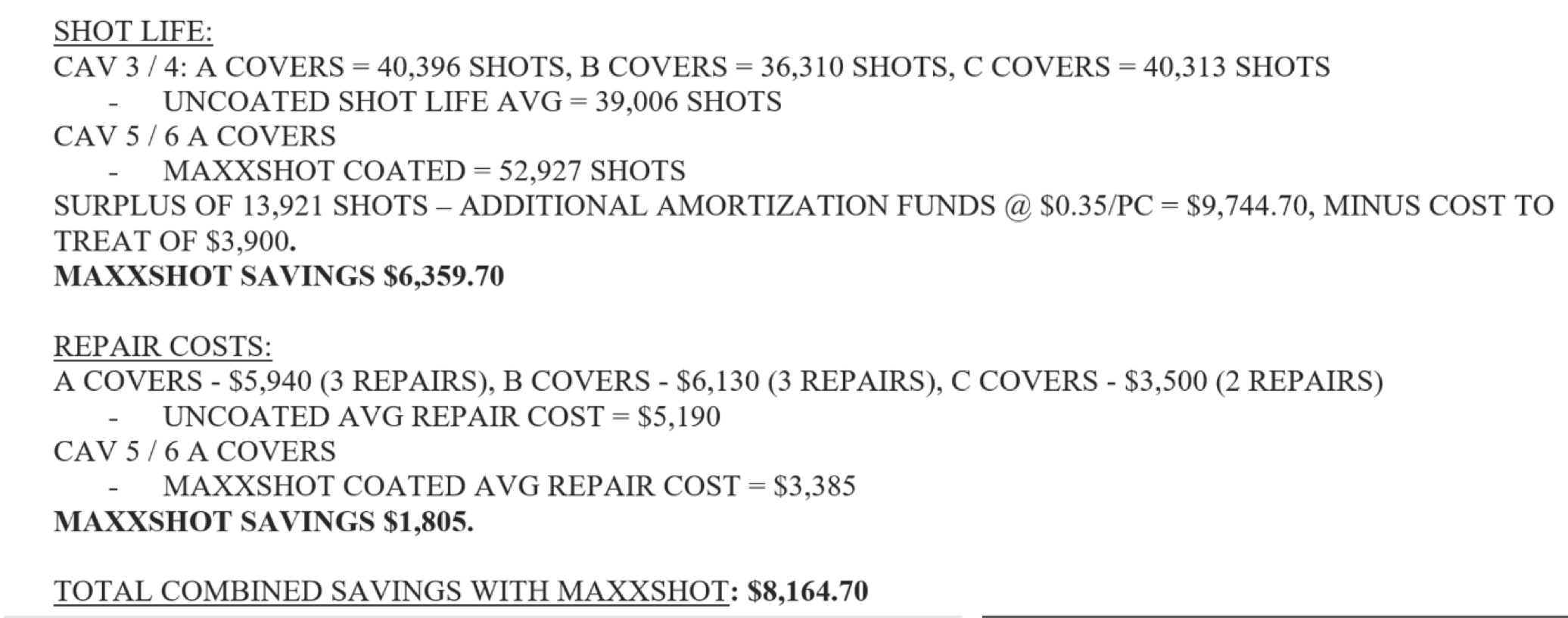
Figure 13 - Savings
The Die Caster shared all data and continued to use Prolong’s MaXXshot coating with continued results. The final summary for this case study is a quote from the customer:
"We really could have squeezed another run out of these Maxxshot inserts, but we decided to play it safe. Given the relatively high amortization of $0.70 per shot this treatment pays for itself pretty quickly. My team and I are believers for sure."
- prominent Midwest Die Caster

